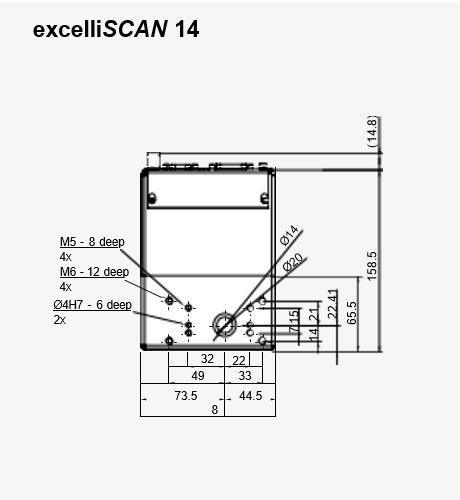
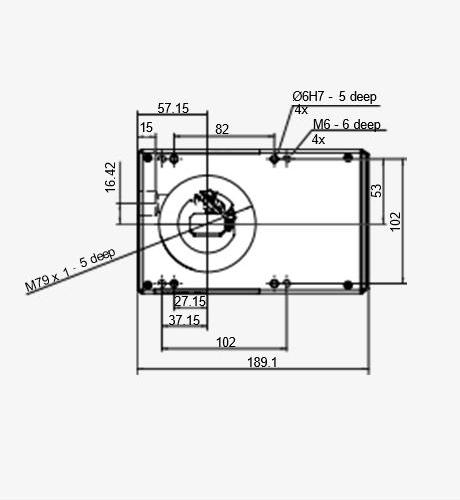
excelliSCAN Series Scanning Head -14mm
- Innovative shell design, optimized heat management, protection level increased to IP66, durable
- Pre-scan control technology: fully release the dynamic potential of the scanner to improve processing speed and accuracy
- The system has the ability to support SCANmotionControl functions, which can realize more advanced trajectory planning and process control.

Product advantages
SCANahead Technology The excelliSCAN system is equipped with SCAN-ahead technology, which has the following advantages: •Leverage galvanometer dynamics to increase throughput •Even when driving at high speed, there will be no Tracking Error •Fast marking of circles without necking effect | dynAXISse Galvanometer Scanner excelliSCAN use the latest generation of galvanometer scanning technology to achieve excellent profile fidelity even in demanding scanning tasks: •Digital galvanometer scanner with 20-bit Encoder technology for maximum positioning accuracy and long-term stability •Best linearity and minimum position noise ensure highest positioning accuracy | Innovative shell design concept In addition to the modern design, the excelliSCAN concept of mechanical structure has the following characteristics: •Rugged housing construction (IP66 Protection grade) •Improved thermal management for optimal long-term stability •separation of Optics and electronics •Efficient Water Cooling system for galvanometer scanners and electronics for maximum stability •Mirror air cooling technology enables high power Laser Source applications |
丨integration and control
system integration excelliSCAN can be easily integrated into machine design concepts: •Compact structure with mounting holes on both beam inlet side and beam outlet side •Fast commissioning thanks to Universal Tuning technology and automatically set scanner and Laser delays •The position of the electrical connection can be flexibly adjusted between the beam entrance side and the beam exit side
| Variants excelliSCAN offer three Aperture specifications: •14mm •20mm •30mm The 20mm and 30mm models are equipped with standard Interlock Protection features. Optional Temperature Sensor of rearview mirror and electron mirror bracket | Control using RTC6 The excelliSCAN scanning head is controlled by a powerful RTC6 control board, which hasThe following features: •Powerful DSP, FPGA, and Extended Memory •The new spot distance control (SDC) function, when used with pulse-on-demand lasers, enables precise Laser machining even during acceleration and deceleration phases |
•SCANmotionControl make the control of the Laser and scanning system easy and convenient,You only need to specify the processing pattern and process parameters-the rest is done by the SCANmotionControl! •The software calculates the best trajectory to achieve the desired machining results based on the physical limitations of the scanning system | •You can define the allowable degree of fillet rounding and set the machining speed and maximum Laser Power limits •SCANmotionControl can achieve the best effect with the shortest Laser closing time •More about SCANmotionControl:
| •Your Benefits: •Simple job planning and simulation: "what you see is what you get" •Minimal processing time through optimal use of scanner dynamics and Laser Power |
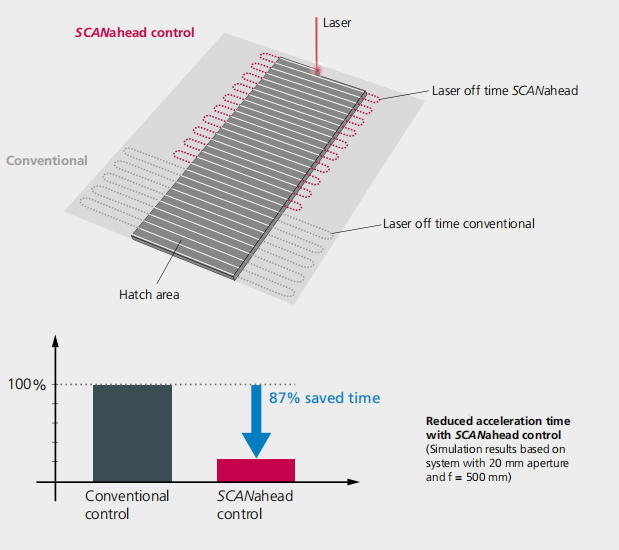
| How SCANahead Works
With SCANahead control, the excelliSCAN can always reach the set scanning speed with the maximum acceleration of the scanning head (I. e. within the minimum acceleration time ta). Different from the scanner based on the traditional Tracking Error ts control algorithm (the latter maintains a constant acceleration time regardless of the target speed), the excelliSCAN needs to generate the corresponding control parameters according to the actual situation. |
| Application Advantages
•Productivity is improved due to significantly shorter acceleration phases •Process time is shortened and process parameters remain unchanged. •Digital encoder technology for high profile fidelity and long-term stability-even for demanding scanning tasks •Extremely easy to use due to the Universal Tuning function and automatic delay setting | More information about SCAN-ahead in the video:
|
| How SCANahead Works
3D Printing Example: Higher Productivity and Accuracy So far, the increase in production efficiency in additive manufacturing has been mainly through the use of multi-head systems or higher power Laser. Modern control technologies such as SCANahead control with scanning laboratories (scanlab) offer additional potential. In additive manufacturing, two-dimensional structures are typically achieved by two-way scribing techniques. In scanning devices employing conventional control systems, most of the process time is devoted to turnaround times for acceleration and deceleration processes. Scanning systems with SCANahead technology can significantly reduce these turnaround times, resulting in a significant increase in productivity. |
|
| SCANahead control compared to traditional control
Contrast dimension | traditional technology | SCANahead Technology |
interaction | •Acceleration timetais a constant;The dynamic electricity of the galvanometer scanner.Bits are not fully utilized in all situations | •Scanner axis acceleration always at maximum •Make full use of the principle of galvanometer dynamics |
Tracking Error[ts] | •finite, constant Tracking Error •Accuracy Limitation of Image Field Correction at High Speed •Often optimized for a single application •Many different tunings are required, which can only be achieved in digital scanning systems | •No Tracking Error ts = 0 •Accurate image field correction even at high speeds •Optimum performance in all applications with only one tuning •Adopting a constant preview time tp to determine navigable trajectories |
| Delay effect | •Delay must be manually determined and set •The user needs to optimize the delay setting by himself | •Set by automatic delay function of RTC6 |
Sample application | traditional technology | SCANahead Technology | ||
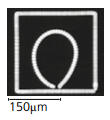
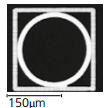
Circles and arcs (circle radius v = 2.8 m/s) |
| •necking effect (by tracking error •Need to adjust the circle diameter |
| •Nonenecking effect |
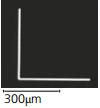
90 ° rotation angle (rotation angle speed v = 1 m/s) | | •Tracking Error can cause corners |
| •The deviation when crossing a 90 ° corner at different speeds is significantly reduced |

excelliSCAN Series Scanning Head -14mm
01:18
Bundle Cube Installation Guide Collection
12 views